| |
|
 |
ランプシェードの制作です。 サイズは H 350 × 460mmΦ シェードとしては大型ですべて鉛線技法となります。 作業としては大変ですが鉛線組のよいトレーニング になります。 ※この作品はランプシェードのページでご覧いただけます。 |
 |
ガラス素材は米国ココモ社のオパールセントです。 乳白色に淡いグリーンと茶色の流れのある落ち着いた 風合いのガラスです。 |
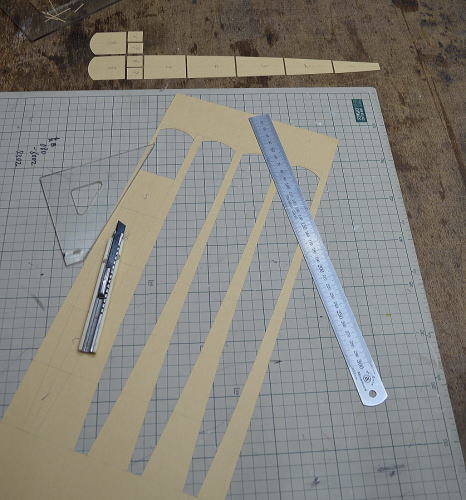
| 型紙は平面図と側面図から割り出し、鉛線の芯分を抜きます。 | ガラスのカットは型紙に沿って正確にカット! |
 |
 |
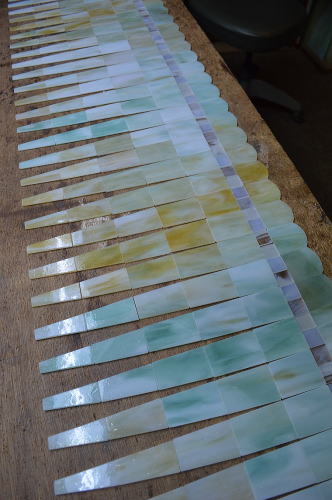
| ガラスが切れました、同じ枚数でも厚みがそれぞれです。厚すぎる部分は研磨して調整、全288枚。 | 色のバランスを見ます。 |
 |
 |
| 鉛線の制作、手前の太い鉛がインゴット、真ん中が粗びき、長く延ばした6mmの仕上がりです。 | 旧西ドイツ製、鉛圧廷機!200年以上の歴史あるメーカーで、シリアルナンバーで 指定するとその機械に合ったパーツが送られて来るそうです。 |
 |
 |
 |
 |
ランプシェードの縁に入るモールは4mmの鉛線を 半分に切って捩じります。 |
 |
ランプシェードのパーツ627点揃いました。 ガラスが288枚、鉛が339本です。 |
| 仕上がったパーツの平組みです。 | シェードの縁にモールをはめ込み釘で仮止めして行きます。 |
 |
 |
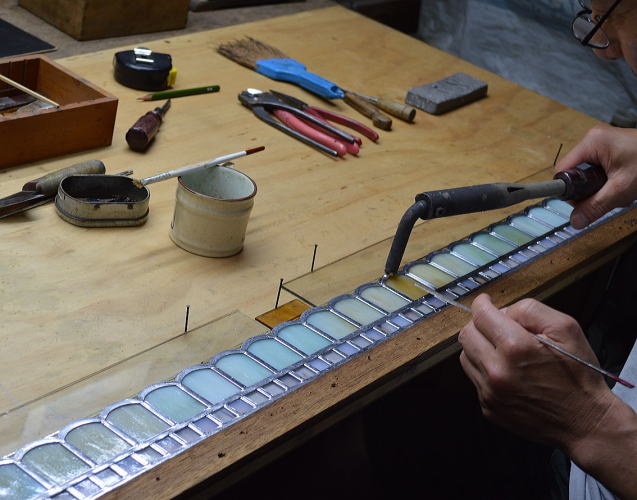
| 半田を流します。 | 平組の半田は表側だけ。 |
 |
 |
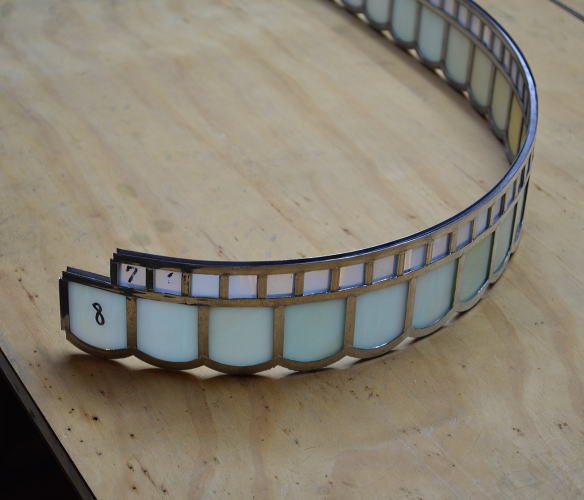
| 平組の両端から角度を決めて曲げます。 | 両面に半田をすると曲げられません。 |
 |
 |
 |
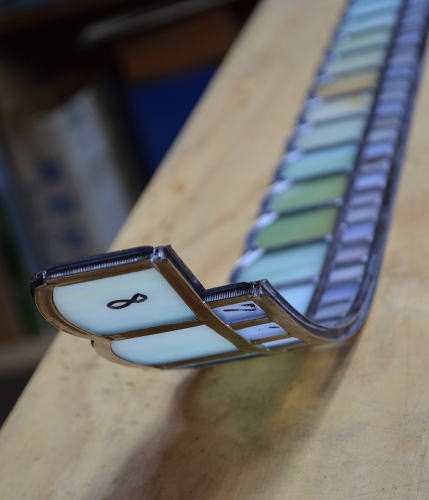
円形に曲げて鉛を微調整してつなげれば 下2段が組み上がりました。 |
| 3段目の組立。 | 切って置いた鉛を入れガラスをはめ込み、仮付けして行きます。 |
 |
 |
| 6段目の組み込み。 | 組み上がりました、半田で仮付けします。 |
 |
 |
| 7段目が組み上がったら上部の縁に鉛をいれます。 | ガラス部分が組み上がりました、形になって来ましたよ〜。 |
 |
 |
 |
こんな感じに、2段目から上の段の鉛に 半田を全面に流して行きます。 |
 |
シェードの頂部のキャップの制作 左が粘土から作った石膏型で右がブロンズで鋳造したものです。 肉厚は4〜5mm、上の写真の状態で6kgのガラスと鉛を支えます。 以前、作者不明のランプシェードを修理した時、プレスのレースキャップ が腐食してちぎれそうになっているのを見てゾットしたことが有ります。 真ちゅうの面に半田を流していれば腐食は防げたと思いますが、強度 不足は思わぬ事故につながります。 |
 |
穴を開けてネジヤマの加工。 |
 |
キャップの溶着です、ジョイント部分は強度を だすために半田を肉厚に盛ります。 |
 |
溶着仕上がり! |
 |
外側の半田作業終了。 |
 |
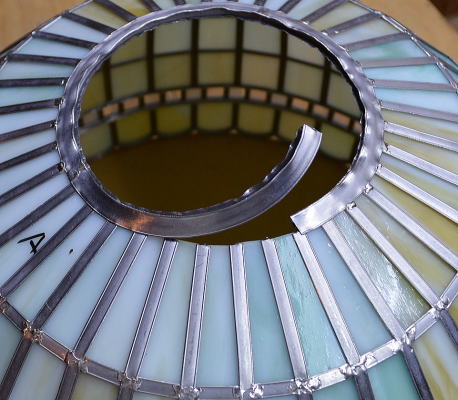
外側の半田作業が終わったら鉛の縁をガラス面に ピタリと着くようにと内側に曲げて行きます。 |
 |
内側の半田作業をする前に「段目」の角度を 叩きながら調整します。 |
 |
内側に半田を全面流します、融けた液状の半田を 曲面に流す作業は半田ゴテの経験による温度 管理と、腕力だけが頼りです。 |
 |
半田面に古美色をつけます。 真ちゅうのワイヤブラシで半田の表面の酸化被膜を 取ながら硫酸銅で着色します。 |
 |
酸化被膜面と着色した面です。 着色後、水洗い、クリーニングして ナチュラルワックスで仕上げます。 |
 |
ステンドグラスランプシェードの完成です。 鉛桟で制作する立体作品、内側も外側も 同じ仕上がりです、これが出来れば技術的 に限れば一人前と考えています。 2013/8/22 小口研治 |
| |